|
|
| «öŪ░╬╗ų├Ż║ų„Ēō > ┘YėŹųąą─ |
 ØL═▓Ė╔į’įOéõĄ─ĮYśŗ┐é¾wįOėŗŻ©Č■Ż®ØL═▓Ė╔į’įOéõĄ─ĮM╝■įOėŗ ØL═▓Ė╔į’įOéõĄ─ĮYśŗ┐é¾wįOėŗŻ©Č■Ż®ØL═▓Ė╔į’įOéõĄ─ĮM╝■įOėŗ |
ØL═▓Ė╔į’įOéõĄ─ØL═▓ĮM╝■░³└©═▓¾wĪóČ╦╔wĪóČ╦▌S║═ų¦│ą▌S│ąĄ╚ĪŻŲõųąČ╦╔w║═Č╦▌SŻ¼░┤Ųõ╣żū„ĀŅørŽ┬é„▀f┼żŠžĄ─ĀŅæBŻ¼Ęų×ķų„äė║═Å─äėā╔é╚ĪŻų„äėé╚Ą─Č╦▌S╔ŽŻ¼ĮMčb▌ö╚ļ╣”┬╩Ą─é„äė╝■ĪŻ═▓¾wā╚Ą─╣®¤ßĮķ┘|Ż¼╩ŪÅ─Č╦▌SĄ─ę╗é╚╗“ā╔é╚ĮMčbĄ─▀MÜŌŅ^ųąę²╚ļ╗“ę²│÷Ż¼╣╩Č╦▌S║═Č╦╔w×ķ┐šą─Ą─ĮYśŗĪŻļpØL═▓Ė╔į’įOéõŻ¼┐╔Ęų×ķų„äė║═Å─äėØL═▓Ż¼ų„äėØL═▓Ą─ā╔Č╦Š∙ėąé„äė²X▌åĪŻØL═▓Ą─ų¦│ąŻ¼ę╗░Ń×ķ╗¼äė▌S│ąŻ©ė├ė┌ĦĀŅ╬’┴ŽĖ╔į’Ą─ČÓØL═▓Ė╔į’įOéõ│Ż▓╔ė├ØLäė▌S│ąŻ®ĪŻļpØL═▓ą═Ą─Å─äėØL═▓Ą─▌S│ąū∙Ż¼┐╔ęį╬óš{ęŲäėŻ¼š{╣Øā╔═▓ų«ķgĄ─ķgŽČĪŻØL═▓ĮM╝■įOėŗĄ─ā╚╚▌░³└©ØL═▓ą═╩ĮĄ─▀xō±ĪóØL═▓ĮM╝■Ą─ÅŖČ╚║═äéČ╚ėŗ╦ŃŻ¼▀xō±║Ž▀mĄ─▓─┘|║¾Ż¼┤_Č©ŽÓæ¬śŗ╝■Ą─▒┌║±║═ĮYśŗ│▀┤ńŻ¼▓ó╠ß│÷ųŲįņĪó╝ė╣ż║═ĮMčbĄ─╝╝ągę¬Ū¾ĪŻ▓╔ė├’¢║═š¶Ų¹ū„×ķĖ╔į’¤ßį┤Ą─ØL═▓Ż¼ę“ŲõįOėŗē║┴”Ż¼æ¬ū„×ķē║┴”╚▌Ų„▀MąąįOėŗĪóųŲįņ║═“×╩šŻ¼▓óū±čŁć°╝ę┘|┴┐╝╝ąg▒OČĮŠųŅC░lĄ─ĪČē║┴”╚▌Ų„░▓╚½╝╝ąg▒O▓ņęÄČ©ĪĘ▒O▓ņ║═╣▄└ĒĪŻ
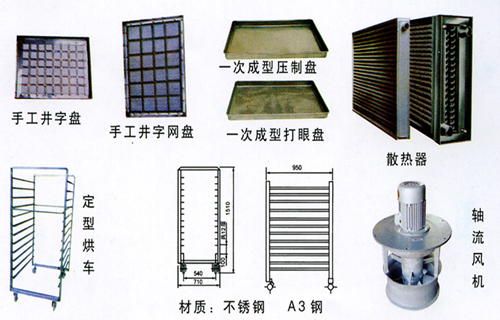
ĪĪĪĪŻ©ę╗Ż®ØL═▓Ą─ĮYśŗą═╩ĮŻ║
ĪĪĪĪ░┤═▓¾w▓─┴Ž║═╝ė╣żĘĮĘ©Ż¼Ęų×ķĶTįņØL═▓┼c║ĖĮėØL═▓ā╔ŅÉĪŻĶTįņØL═▓═▓¾w║═Č╦╔wĪóČ╦▌SŠ∙Ęųäeė╔Ø▓ĶT╝■Įø╝ė╣ż║═¤ß╠Ä└Ē║¾ĮMčbČ°│╔ĪŻĶT╝■Ą─▓─┴ŽŻ¼│Ż×ķĶTĶF║═ĶTõōĪŻ▀@ŅÉØL═▓═▓¾w▒┌║±▌^║±15-32mmŻ®Īóųž┴┐┤¾Īó¤ßūĶ┤¾Īóī¦¤ßąį▓ŅĪŻŠ▀ėą¤ß╚▌┴┐┤¾Ż¼é„¤ßĘĆČ©Ż¼┴╝║├Ą──═─źąį║═äéąįĄ╚ā׳cŻ¼▀mė├ė┌ę¬Ū¾╣®¤ßĘĆČ©Īó¤oĖ»╬gąįĄ─╬’┴ŽĖ╔į’ĪŻ║ĖĮėØL═▓═▓¾wė╔Š▀ėą║ĖĮėąįĄ─░Õ▓─ŠĒ║Ėų«║¾Ż¼╝ė╣żČ°│╔ĪŻ▓─┴Žę╗░Ń×ķ╠╝õō║═▓╗õPõōĪŻČ╦╔w║═Č╦▌SĄ─╝ė╣żŻ¼┐╔×ķ║ĖĮė╝■ĪóÕæ╝■╗“ĶT╝■ĪŻ║ĖĮėą══▓¾wŠ▀ėą▒┌▒ĪĪóī¦¤ßąį║├Īóå╬╝■╝ė╣żĘĮ▒ŃĪó▀mė├▓─┴ŽÅVĪó═▓¾wĄ─ų▒ÅĮ┼cķLČ╚ĘČć·┤¾Ą╚╠ž³cŻ¼×ķĖ„ŅÉ╬’┴ŽĖ╔į’│Żė├Ą─ØL═▓ą═╩ĮĪŻ│²ę╗░Ńę║ŽÓ╬’┴ŽĖ╔į’ė├Ą─║ĖĮėą═ØL═▓═ŌŻ¼į┌╝Å┐ŚąąśIųąŻ¼ėąė├ūŽŃ~▒Ī░ÕŠĒ║ĖĄ─═▓¾wŻ¼▓╔╚Ī║µ╚”ē║┼õĄ─ĘĮ╩Į┼cā╔Č╦Ą─Č╦╔w▀BĮėĪŻ┤╦ŅÉØL═▓▒┌║±2-3mmŻ¼═▓¾wųą▓┐įOų├╝ėÅŖ╚”Ż¼┐╔│ą╩▄0.2-0.4MPaĄ─š¶Ų¹ē║┴”ĪŻ▀mė├ė┌ę¬Ū¾é„¤ß┐ņĪó▒Ē├µ╣Ō╗¼¤oõP█EĪóūįųž▌pĪó▐Däėņ`╗ŅĄ─ĦĀŅ╝Å┐Ś╬’Ė╔į’ĪŻ
ĪĪĪĪŻ©Č■Ż®ØL═▓ĮM╝■Ą─╩▄┴”ĀŅæB║═ÅŖČ╚┼cäéČ╚Śl╝■Ż║
ĪĪĪĪ1Īó╩▄┴”ĀŅæBØL═▓ĮM╝■į┌╣żū„ĀŅæBŽ┬│ą╩▄Ą─ū„ė├┴”Ż¼░³└©╣®¤ßĮķ┘|Ą─ā╚ē║┴”Ż╗═▓¾w═Ō▒┌ė╔╣╬ĄČčbų├╝░ē║▌ü▓╝─żčbų├ĒöŠoĢrĄ─ÅĮŽ“┴”Īóų▄Ž“┴”║══▓¾w▐DäėųąĄ──”▓┴ūĶ┴”║═äāļx┴Ž─żĄ─ŪąŽ„┴”Ż╗ĮMčbė┌Č╦▌S╔Žé„äė╝■ī”Č╦▌SĄ─ÅĮŽ“┴”║═łAų▄┴”Ż╗Č╦▌SĄ─▀MÜŌŅ^╠Ņ┴Ž║»├▄ĘŌčbų├ī”▐Däė▌SĄ─╠Ņ┴Ž─”▓┴ūĶ┴”ĪŻ▀Ć┐╔─▄ėąė╔ė┌═▓¾w▒┌£ž╔²Ė▀Č°«a╔·▌SŽ“║═ÅĮŽ“Ą─¤ß┼“├ø╦∙ę²ŲĄ─Č■┤╬æ¬┴”ĪŻĖ„ū„ė├┴”Ą─┤¾ąĪĪóĘĮŽ“┼c╬╗ų├Ż¼┐╔ė╔ØL═▓ĮM╝■┐é¾wįOėŗ╠ß╣®Ą─Śl╝■Ęųäeėŗ╦ŃøQČ©ĪŻ
ĪĪĪĪŻ©1Ż®é„äėčbų├ī”Č╦▌SĄ─ū„ė├┴”░▓čbė┌ØL═▓Č╦▌S╔ŽĄ─é„äė╝■Ż¼▓╔ė├▓╗«a╔·▌SŽ“┴”Ą─ų▒²XłAų∙²X▌å║═µ£▌åā╔ĘNą╬╩ĮĪŻų▒²XłAų∙²X▌åī”Č╦▌SĄ─ū„ė├┴”į┌ØL═▓▐DäėĀŅæBŽ┬īó«a╔·─”▓┴ūĶ┴”║═┴Ž─żĄ─ŪąŽ„ūĶ┴”ĪŻØL═▓į┌ņoæB║═äėæBĢrĄ─╩▄┴”╩Ū▓╗═¼Ą─ĪŻėŗ╦Ńé„äė╣”┬╩║═╣╬ĄČŻ¼čbų├╩▄┴”ĢrŻ¼æ¬┐╝æ]ØL═▓▐DäėĀŅæBĄ─╣╬ĄČ╩▄┴”ė░ĒæĪŻš²žō╠¢╚ĪųĄøQČ©ė┌╣╬ĄČčbų├Ą─▓╝ų├ĘĮ╩ĮŻ¼╚¶╣╬ĄČĒöŠo║¾Ą─ŪąŽ“┴”Ż© sŻ®ū„ė├ĘĮŽ“Ż¼┼c─”▓┴ūĶ┴”Ż© fŻ®Ą─ū„ė├ĘĮŽ“ę╗ų┬ĢrŻ¼╚Īš²ųĄŻ╗Ę┤ų«Ż¼ät╚ĪžōųĄĪŻį┌┤_Č©ØL═▓╠Äį┌▐DäėŚl╝■Ž┬Ą─╣╬ĄČ╩▄┴”ĀŅørĢrŻ¼æ¬┐╝æ]ĄĮė╔ė┌═▓¾wĄ─łAų∙Č╚Īó┴Ž─żš│ĮY┴”Īó╣╬ĄČäéČ╚Ą╚ę“╦žė░ĒæŽ┬╦∙│÷¼Fį┌ĄČ╚ą▓┐╬╗Ą─ūįäŅš±ö[¼FŽ¾Ż¼ĄČ╚ą▓┐╬╗Ą─╔ŽŽ┬╬ó┴┐╬╗ęŲŻ¼īóĖ─ūāĖ„ū„ė├┴”ų«ķgĄ─ĻPŽĄĪŻ
ĪĪĪĪŻ©2Ż®╣®¤ßĮķ┘|Ą─ē║┴”║═£žČ╚ī”ØL═▓ĮM╝■Ą─╩▄┴”ė░Ēæ═▓ā╚Ą─╣®¤ßĮķ┘|ē║┴”Ż¼Š∙ä“Ąžū„ė├ė┌═▓¾wĪóČ╦╔w║═┐šą─Č╦▌SĄ─ā╚▒┌╔ŽŻ¼īóĘųäeį┌ŽÓæ¬╬╗ų├«a╔·ŁhŽ“║═ų▄Ž“æ¬┴”║═Č╦╔w╔ŽĄ─ÅØŪ·æ¬┴”Ż¼ų▒Įėė░ĒæĮM╝■Ą─ÅŖČ╚ĪŻį┌ØL═▓Ą─═▓¾w║═Č╦╔wĄ─ÅŖČ╚ėŗ╦ŃųąŻ¼øQČ©ÅŖČ╚Ą─ų„ę¬ę“╦ž╩Ū╣®¤ßĮķ┘|Ą─ē║┴”Ż¼═▓ā╚ē║┴”įĮ┤¾Ż¼ė░ĒæįĮ┤¾ĪŻ═▓¾wĮM╝■Ą─▒┌£ž╔²Ė▀Ż¼Ģ■«a╔·¤ß┼“├øŻ¼ī”═▓¾wĮM╝■ĮYśŗėąę╗Č©Ą─ė░ĒæŻ¼įOėŗųąæ¬ėĶ┐╝æ]ĪŻ
ĪĪĪĪŻ©3Ż®═▓¾wĪóČ╦╔wūįųžĄ─╩▄┴”ė░ĒæØL═▓ĮM╝■Ą─ūįųžŻ¼ī”ė┌ā╔Č╦ų¦│ąĄ─▌S│ą╩▄┴”ėąę╗Č©Ą─ė░ĒæĪŻį┌╣żū„ĀŅæBŽ┬Ż¼ūįųžīó┼c╣╬ĄČĒöŠoū„ė├┴”Ą─ÅĮŽ“┴”▀Mąą║Ž│╔Ż¼╩╣▌S│ą╠Ä│ą╩▄─”▓┴ūĶ┴”ĪŻ |
|
 |
 |
| EYHą═Č■ŠS▀\äė╗ņ║ŽÖC |
|
 |
| DWŽĄ┴ąÄ¦╩ĮĖ╔į’ÖC |
|
 |
| FL-Bą═Ęą“vųŲ┴ŻĖ╔į’ÖC |
|
 |
| QPGŽĄÜŌ┴„ćŖņFĖ╔į’ÖC |
|
 |
| Ė╔į’įOéõ┼õ╝■ |
|
 |
| PLGŽĄ▒P╩Į▀B└mĖ╔į’ÖC |
|
 |
| XFŽĄ┴ąĘą“vĖ╔į’ÖC |
|
|
|
|
|
|
